

Capter le méthane de sa fosse à lisier, pour faire tourner son tracteur et alimenter sa ferme en électricité, tout en diminuant son bilan carbone et les nuisances olfactives : cette idée alléchante et dans l’air du temps est devenue concrète chez Kevin et Katie Hoare, le couple d’agriculteur à la tête de la Trenance Farm. Cette petite exploitation, typique des Cornouailles britanniques, comprend 89 vaches en lactation et environ 54 hectares de prairies. Elle est l’une des deux premières au monde, équipée du système Bennamann. Comme sur une seconde ferme, il est ici à l’état de pilote, pour analyser ses performances et son fonctionnement.

Deux premières installations
Direction donc le sud est de l’Angleterre, plus précisément à Tidford, où nous avons pu découvrir le dispositif de captation en fonctionnement. Il est fabriqué par la société Bennamann, fraîchement passée dans le groupe CNH, propriétaire de New Holland et donc d’un tracteur fonctionnant au biométhane, le T6 Methane Power. Contrairement à une méthanisation, le but de ce système n’est pas de produire du gaz, mais de capter celui émis. Ce coproduit peut alors être converti en biométhane ou en électricité. En retenant le méthane, ce système évite la volatilisation d’un gaz dont l’effet de serre est 28 fois plus important que celui du carbone (1), mais aussi à l’origine de nombreuses odeurs.
« Sur notre ferme, la lagune a été entièrement remplacée, pour laisser place à une nouvelle fosse de 25 mètres par 25, sur 6 mètres de profondeur. Cette fosse est recouverte d’une bâche étanche qui permet de capter le biogaz, émis naturellement par le lisier. Jusqu’ici, il était tout simplement perdu », explique Kevin. Les 89 vaches laitières passent sept mois par an dans la stabulation en logettes. Les couloirs sont raclés et le lisier tombe dans une fosse tampon avant d’être envoyé automatiquement dans le dispositif Bennamann, par une pompe. La fosse doit être remplie à un minimum de 25 % pour assurer la production.
Un épurateur en commun
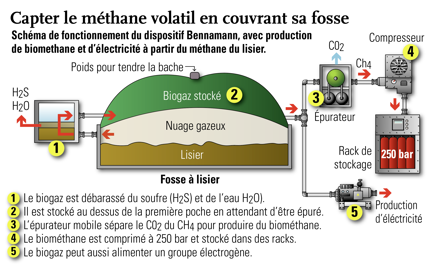
Le gaz produit est évacué d’une première poche, pour être débarrassé de l’eau et du soufre (H2S) qu’il contient. Il est ensuite renvoyé vers l’installation, pour être stocké dans une seconde poche, située au-dessus de la première. L’épuration du biogaz, c’est-à-dire la séparation du dioxyde de carbone (C02) et du méthane, n’est pas réalisée en continu comme sur une installation classique de méthanisation en injection. Elle est effectuée ponctuellement, en moyenne une fois par semaine.
Le but est de mutualiser l’épuration, une technologie coûteuse notamment à l’achat. « Notre épurateur est prévu pour être portatif et donc utilisé sur plusieurs fermes. Sa capacité atteint environ l’équivalent de la production de 800 à 900 vaches », explique Chris Mann, le cofondateur de la marque. Le projet du constructeur est d’avoir un essaim de fermes équipées, sur lequel un épurateur pourrait être mutualisé pour réaliser le biométhane.

Pour les deux exploitations pilotes, Bennamann a fait appel à un employé franchisé. « Il a pour première mission, d’assurer une production optimale du système. Il gère également l’épuration et conditionne le biométhane dans des racks. Chaque rack possède une contenance de 160 kg de gaz, comprimé à 250 bars, mais affiche un poids total de 1,5 tonne », précise Chris.

Différents débouchés
Kevin et Katie ont également été équipés du tracteur New Holland T6.180, carburant au méthane, afin de tester la solution dans sa globalité. « Avec, nous avons réalisé différents travaux, comme la fenaison ou encore l’alimentation des vaches avec la mélangeuse, explique Kevin. Il a effectué en tout 840 heures sur l’année 2022. La production annuelle a largement suffi pour l’alimenter.
Le reste du gaz peut être valorisé de différentes manières. Le site comprend un groupe électrogène, composé d’un moteur de 80 ch carburant au biogaz et une batterie de 48 kW. Il produit l’électricité pour couvrir les besoins de l’exploitation. Bennamann gère ensuite la revente du biométhane restant qui alimente la flotte d’utilitaires d’une société appartenant au comté de Cornouailles. Ce dernier, propriétaire de la ferme, est d’ailleurs l’un des moteurs de ce projet.

(1) Coefficient sur une période de 100 ans.





